




如何控制CNC数控铣床加工中心切削过程中的弹刀?
在加工中,经常会在转角位出现弹刀而导致过切的现象,如果采用合理的刀具和加工方法,是可以将弹刀的机会降...
在加工中,经常会在转角位出现弹刀而导致过切的现象,如果采用合理的刀具和加工方法,是可以将弹刀的机会降...
来源: 点击数:25359次 更新时间:2023-11-27
今天分享一篇干货,如何控制CNC数控铣床加工中心切削过程中的弹刀。
问题:弹刀过切
在加工中,经常会在转角位出现弹刀而导致过切的现象,如果采用合理的刀具和加工方法,是可以将弹刀的机会降低的。

弹刀位与加工过切
如下图所示,A图是刀具在加工较平坦位置时的状态,当加工到B位急停,准备反向加工时,由于惯性作用,刀具会产生变形,从而造成在B位较直身位处弹刀过切。

弹刀图示
刀具变形量的关系式:

由上面公式中,我们可知,影响刀具变形的主要因素有三个:
L - 装刀长度
D - 刀具直径
P - 刀具所受的作用力
L - 装刀长度
由公式可知,刀具的变形量与装刀长度是3次方的关系,同样直径的刀具,当长刀增加一倍,其变形量将会增大3倍。
在加工时,尽可能缩短装刀长度,以减低弹刀风险。
D - 刀具直径
由公式可知,刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。
在加工时,可以的话,尽可能选择大直径刀具或采用加壮刀具来加工,以减低弹刀风险。(如下右图所示:A采用热索和锥颈刀,B采用加壮刀柄的刀具来加工)

P - 刀具所受的作用力
由公式可知,刀具的变形量与其在加工中所受的作用力是正比关系,减少刀具所受的作用力则可减低弹刀的机会,可以通过以下方法减少加工中刀具所受的作用力。
减少作用力分析:
切削是一个剪切变形的过程,每种材料都有自己的强度(σ),要使材料分离,外来的强度必须大于材料本身强度。
σ = F / S
σ : 材料的强度
F:作用力
S : 接触面积
从上公式中可知,刀具受的作用力(F)与其与工件的接触面积(S)成正比关系。要减少刀具所受的作用力就要减少刀具与工件的接触面积。
减少作用力例子1:
使用刀路转角功能或加大R位的方法来减少刀具在转角位的负荷,从而降低弹刀的机率。

减少作用力例子2:
在加工较深位置时,可采用较小的进给量和细R角的刀具,以减少加工中刀具所受的作用力,以减低弹刀的风险。
下图是使用D50R6刀和D50R0.8刀在加工同样深度时,与模料接触位的比较可知,采用细R角刀具加工深型工件比大R角刀具更能减少切削力。

总结:
综合地运用影响刀具变形的三个有关因素(装刀长度、刀具直径、切削力),可以降低弹刀机率,提高加工时间,得到较好的加工精度和表面粗糙度。

文章来自网络,由普拉迪数控机床型材加工中心网站编辑,如若有问题请联系管理员,转载请注明出处:http://www.pratic-cnc.com/changjianwenti/391.html

铝型材本身巨大的市场需求,是催生专用加工中心的根本原因。型材加工中心就是铝型材中最具代表性的加工中心。

尊敬的客户:您好!在国庆中秋节放假期间,普拉迪的各项工作并未停止,有任何设备相关问题与咨询问题都可拨打400-888-1136进行咨询。

假期期间,为保证能迅速响应客户需求,普拉迪售服热线仍有专人值守。若有紧急情况需要协助处理,欢迎及时拨打普拉迪售服热线:400-888-1136
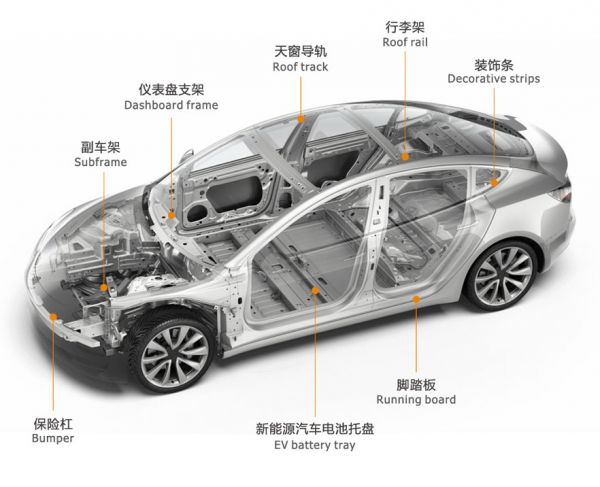
普拉迪型材加工中心作为高端数控装备的代表,正以其卓越的精度、极高的效率和出色的灵活性,深度融入汽车研发与生产的各个环节,成为推动行业进步的关键力量。

2025年9月3日上午,普拉迪全体员工齐聚一堂,共同观看纪念中国人民抗日战争暨世界反法西斯战争胜利80周年阅兵活动直播。这一刻,我们不分职位、不论部门,都是心怀...

如何选择一台最适合自身需求的型材加工中心,成为许多企业决策者必须深思熟虑的问题。本文将系统性地梳理选购要点,并最终为您揭示为何普拉迪(PRATIC)是值得信赖的...
