




【普拉迪技术】对工作台打磨有效提高加工精度
普拉迪型材加工中心由于行程长,承力结构体积较大,因此相比于一般类机床,普拉迪型材机的重量较重,较轻的...
普拉迪型材加工中心由于行程长,承力结构体积较大,因此相比于一般类机床,普拉迪型材机的重量较重,较轻的...
来源:PRATIC 普拉迪 点击数:15133次 更新时间:2020-04-16
普拉迪型材加工中心由于行程长,承力结构体积较大,因此相比于一般类机床,普拉迪型材机的重量较重,较轻的机床(如PIA系列)有8吨左右,较重的机床(龙门系列)有50吨左右。这样的重量,在受到重力的影响下,导致床身出现较大的形变。为了抵抗这样形变造成的影响有两种方种:第一种,高刚度的承力结构;第二种,相应的形变补偿方法。本文主要讲叙第二种的一个方法,普拉迪如何通过工作台面的加工(铣面),来修正重力形变带来的影响,保证机床的加工精度。
以普拉迪型材加工中心PYC加工中心为例,当Y轴行程为最大值时,机头鼻端受重力影响的形变如图 1所示,红色区域指示最大形变,其值为14.6丝,蓝色区域指示最小形变,其值为12丝,由于主轴位于中心处,所以我们以平均形变为指标,其值为13.3丝。

图 1 PYC鼻端处形变
假设在加工过程中,主轴会跑完整个Y轴行程,仅考虑重力作用,我们将机头加工面平均形变沿Y轴行程进行分析,得到了图2所示结果。

图 2 PYC加工面形变与Y轴行程的关系

图 3 Y轴行程为10时,整机各部件相对位置
通过上图我们可知,加工面形变成曲线变化在沿Y轴移动时,在行程为160mm时,加工面形变最小。在行程为580mm时,加工面形变最大。根据结果我们对工作台面进行相应的打磨,就可以克服重力带来的形变导致的加工误差。
通过工作台面平面打磨,我们能有效提高精度,在未来将进行曲面打磨,或者设计出使机头加工面呈线性形变的结构,进一步提高我们机床的精度。

在新能源行业追求更高能量密度与极致安全的征程中,固态电池被誉为下一代动力电池的“圣杯”。然而,从实验室的突破到规模化量产,横亘在面前的是一系列艰巨的工程技术挑战...

铝型材本身巨大的市场需求,是催生专用加工中心的根本原因。型材加工中心就是铝型材中最具代表性的加工中心。

尊敬的客户:您好!在国庆中秋节放假期间,普拉迪的各项工作并未停止,有任何设备相关问题与咨询问题都可拨打400-888-1136进行咨询。

假期期间,为保证能迅速响应客户需求,普拉迪售服热线仍有专人值守。若有紧急情况需要协助处理,欢迎及时拨打普拉迪售服热线:400-888-1136
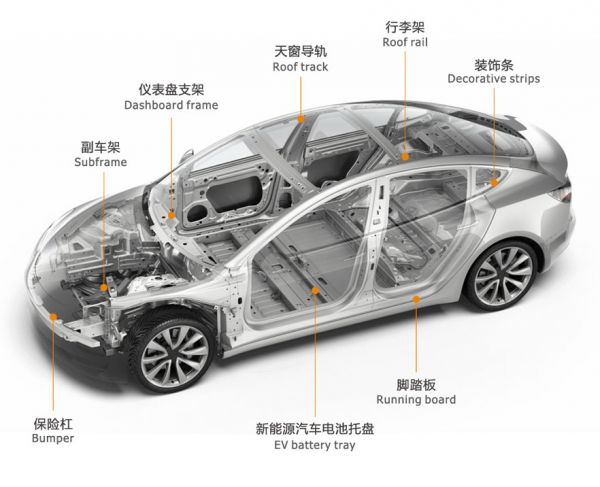
普拉迪型材加工中心作为高端数控装备的代表,正以其卓越的精度、极高的效率和出色的灵活性,深度融入汽车研发与生产的各个环节,成为推动行业进步的关键力量。

2025年9月3日上午,普拉迪全体员工齐聚一堂,共同观看纪念中国人民抗日战争暨世界反法西斯战争胜利80周年阅兵活动直播。这一刻,我们不分职位、不论部门,都是心怀...
