




铝型材外壳打孔加工要注意什么?
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中...
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中...
来源:原创 点击数:6091次 更新时间:2024-07-15
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中,打孔是一道重要工序。那么,铝型材外壳打孔加工都要注意些什么呢?让我们来一起看看吧!

钻头选择:根据铝型材的厚度和孔径要求,选择合适的钻头。钻头材质应选用高速钢或硬质合金,以确保加工质量和效率。
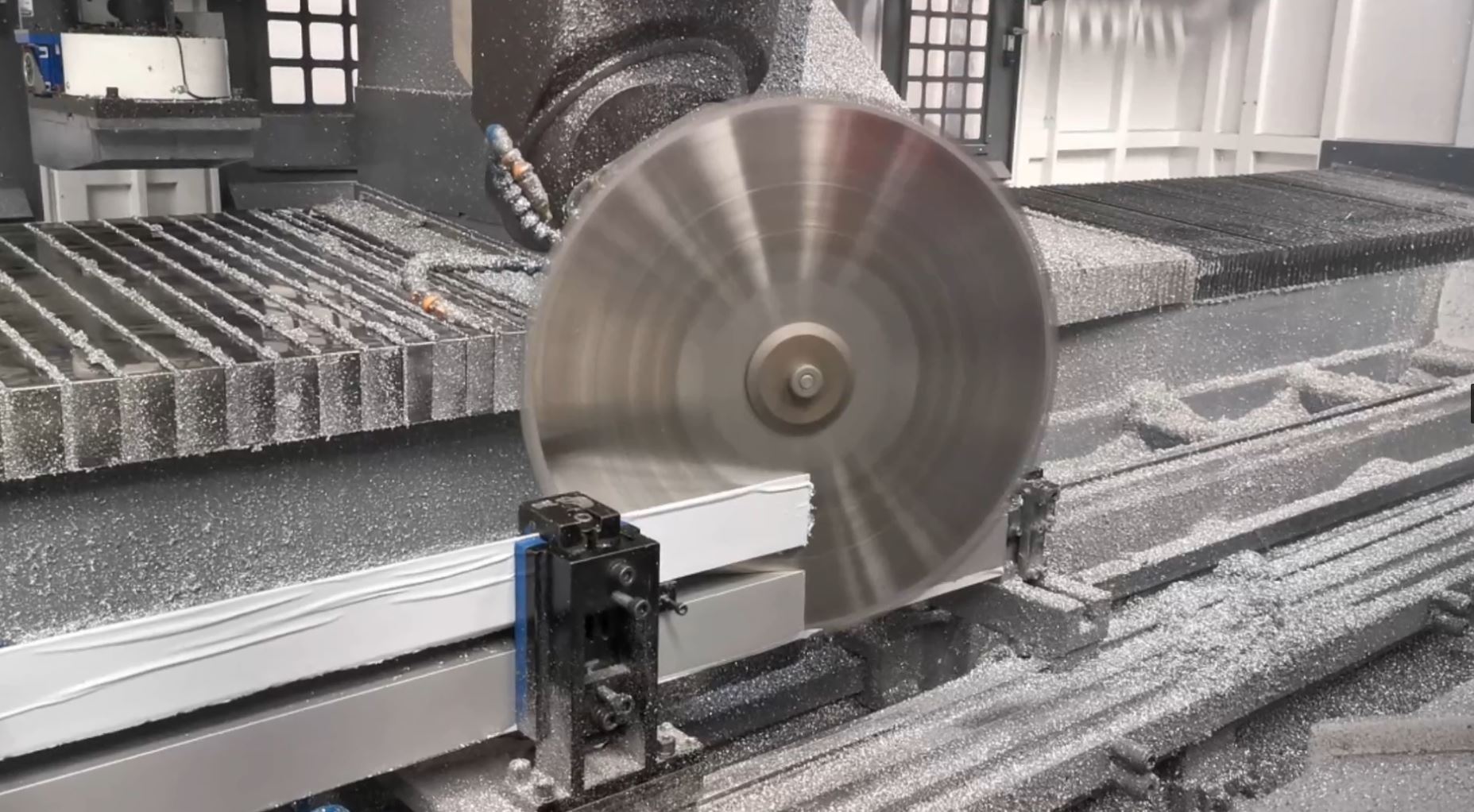
机床选择:选用专用的铝型材加工机床,如数控钻床、激光切割机等,可以提高加工精度和效率。
孔位布局:在设计孔位时,应尽量对称分布,避免局部应力集中,导致型材变形。
孔径大小:孔径过小会增加加工难度,孔径过大则可能导致型材强度下降。应根据实际需求合理选择孔径。
切削速度:铝型材切削速度不宜过快,以免产生过多的热量,导致钻头磨损和铝型材变形。一般建议切削速度在1000-1500米/分钟。
进给速度:进给速度过快会导致钻头与铝型材摩擦加剧,产生热量,影响加工质量。一般建议进给速度在0.05-0.15毫米/转。
冷却润滑:在加工过程中,适当使用冷却液可以降低钻头与铝型材之间的摩擦,延长钻头寿命,提高加工质量。
定位准确:在打孔前,确保铝型材固定牢固,防止在加工过程中产生位移。
逐步进给:在钻孔过程中,采用逐步进给的方式,避免一次性进给过深,导致钻头断裂。
适时退刀:在钻孔完成后,及时退出钻头,避免在孔内停留时间过长,导致孔壁损伤。
孔径检验:使用游标卡尺等量具,检测孔径是否符合要求。
孔位检验:通过对比图纸,检查孔位是否准确。
表面质量检验:观察孔壁是否有毛刺、划痕等缺陷,确保表面光滑。
想要了解更多关于铝型材加工的技术干货和行业动态?关注下方官方公众号【普拉迪数控科技】,海量资源等你来挖掘!或者点击链接,“型材加工中心”获取更多铝型材加工实用技巧,让你的加工技术更上一层楼!

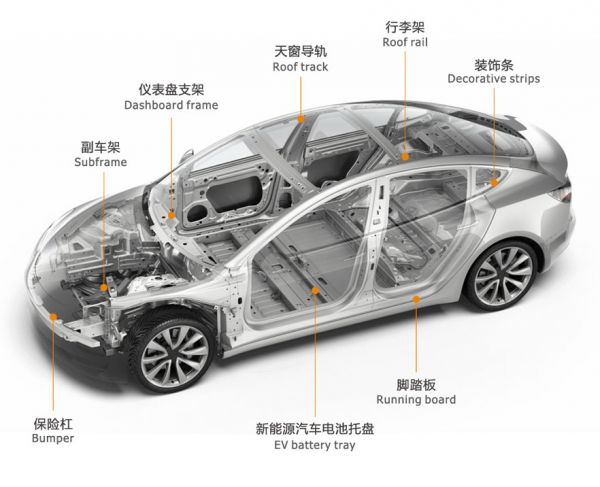
普拉迪型材加工中心作为高端数控装备的代表,正以其卓越的精度、极高的效率和出色的灵活性,深度融入汽车研发与生产的各个环节,成为推动行业进步的关键力量。

2025年9月3日上午,普拉迪全体员工齐聚一堂,共同观看纪念中国人民抗日战争暨世界反法西斯战争胜利80周年阅兵活动直播。这一刻,我们不分职位、不论部门,都是心怀...

如何选择一台最适合自身需求的型材加工中心,成为许多企业决策者必须深思熟虑的问题。本文将系统性地梳理选购要点,并最终为您揭示为何普拉迪(PRATIC)是值得信赖的...

型材加工中心是一种专门用于加工金属或非金属型材(如铝合金、钢材、复合材料等)的高精度行程比较长的数控机床。它集成了铣削、钻孔、攻丝、切割、倒角、等多种加工功能,...

一、型材加工中心概述及其行业定位型材加工中心作为数控机床领域的重要分支,是专门针对金属型材(如铝型材、钢型材等)进行高效精密加工的一体化设备。与传统通用加工中心...

在工业制造领域,型材加工设备的高效性与精准度直接决定了生产效率和产品质量。而在这一细分市场中,普拉迪始终是型材加工中心的代名词。作为专业型材加工设备制造商,
